

Types of Industrial Pumps Used in Wastewater Treatment Plants
July 30, 2024
Air Operated Double Diaphragm Pumps – A Detailed Guide
August 27, 2024
Industrial pumps are utilized in countless industries to transport liquids safely and efficiently. From the smallest to largest operations, different types of industrial pump play a vital role in processes ranging from water supply and wastewater treatment to chemical processing and oil and gas extraction.
Understanding the diverse array of industrial pump types is important for selecting the optimal equipment for specific applications.
In this blog, we’ll explore the key benefits, applications, and considerations associated with different types of pumps, providing valuable insights for engineers, industrial operators, and maintenance professionals.
Know What Industrial Pump Is...
An industrial pump is a mechanical device used to move fluids—liquids or gases—in industrial processes and applications. These pumps are designed to handle a variety of substances, including water, chemicals, oils, slurries, and more, often under demanding conditions.
Industrial pumps are typically larger and more powerful than their domestic counterparts, capable of handling high flow rates and pressures.
The choice of industrial pump type depends on various factors such as the type of fluid, flow rate, head(pressure), and operating conditions.
Features of Industrial Pumps
- Robust construction: Built with high-quality materials like stainless steel or cast iron to handle abrasive, corrosive, or high-temperature fluids.
- High capacity: Designed to handle large volumes of fluid efficiently.
- Powerful motors: Equipped with powerful motors to generate the necessary pressure and flow rate.
- Efficiency: Optimized for energy efficiency to reduce operating costs.
- Durability: Built to withstand continuous operation and harsh environments.
- Customization: Available in various configurations and materials to suit specific applications.
- Advanced controls: Often equipped with advanced control systems for precise operation and monitoring.
- Seal options: Offer different seal types to prevent leakage and contamination.
Industrial Pump Types and Applications
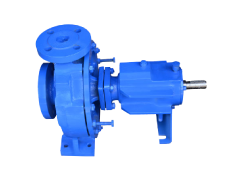
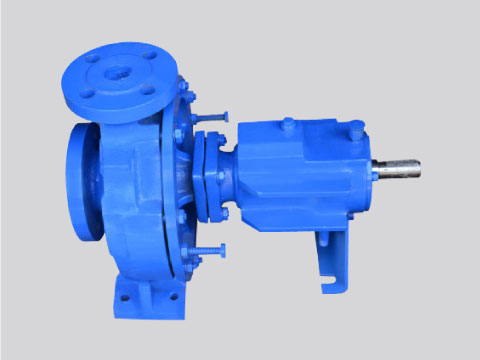
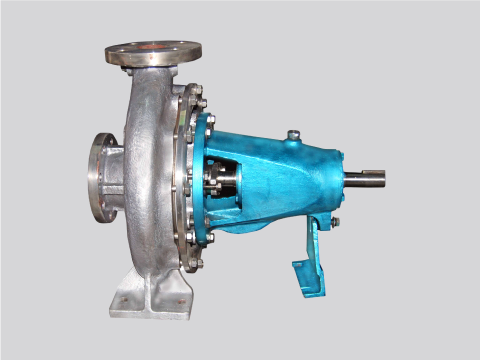
1. Centrifugal Pumps
Centrifugal pumps use a rotating impeller to add velocity to the fluid, which is then converted into pressure. They are among the most common industrial pump types due to their simplicity and efficiency. Centrifugal pump types include closed impeller centrifugal pump, side suction centrifugal pump, vertical submerged process pump, monoblock pump, and semi-open centrifugal pump.
Applications:
- Water Supply Systems: Municipal water distribution and cooling water systems.
- HVAC Systems: Circulating water in heating and cooling systems.
- Chemical Processing: Transporting low-viscosity chemicals.
- Oil and Gas: Handling refined products and light oils.
Benefits:
- High Efficiency: Moves large volumes with low energy consumption.
- Versatility: Handles various fluids, including water, chemical, and slurries.
- Adjustable Flow Rate: Flow can be easily controlled.
- Durability: Long-lasting life with proper maintenance.

Centrifugal Pump
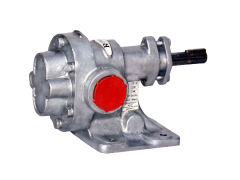
2. Rotary Gear Pumps
Rotary gear and SS rotary gear pumps use rotating gears to create a vacuum and move fluid. They are known for their high efficiency and reliability in handling viscous fluids.
Applications:
- Lubrication Systems: Delivering lubricants to machinery.
- Oil Transfer: Moving various grades of oil.
- Chemical Processing: Handling thick or viscous chemicals.
Benefits:
- Reliable and Consistent Flow: Provides a steady, pulsation-free flow of fluids.
- High Pressure Capability: Can handle high-pressure applications effectively.
- Low Maintenance: Simple design results in lower maintenance requirements.
- Ease of Operation: Straightforward operation with few moving parts.

Rotary Gear Pumps
3. Submersible Pumps
Submersible pumps are designed to run while fully submerged in the fluid they are pumping. They are used for dewatering and other applications where the pump needs to be placed in the fluid. The submersible portable sewage is one major type of submersible pumps.
Applications:
- Sewage Systems: Pumping wastewater and sewage from pits and basins.
- Construction Sites: Dewatering excavations and trenches.
- Mining: Removing water from mines and pits.
Benefits:
- Self-Priming: Since they are submerged, they don’t require additional priming to start pumping.
- Reduced Risk of Cavitation: Being submerged reduces the risk of cavitation, which can occur when air enters the pump and causes damage.
- Versatile Applications: Ideal for applications like drainage, sewage handling, and well water pumping.

Submersible Pump
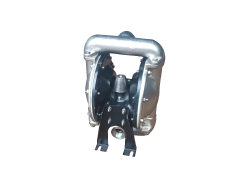
4. Diaphragm Pumps
Diaphragm pumps use a flexible diaphragm to move fluids. Air operated double diaphragm pumps are capable of handling a wide range of fluids, including those with particulates or corrosive properties.
Applications:
- Chemical Handling: Transporting aggressive and corrosive chemicals.
- Water Treatment: Moving sludge and chemicals in water treatment facilities.
- Food and Beverage: Handling sensitive or viscous food products.
Benefits:
- Effective Fluid Handling: Can pump a wide range of fluids, including viscous, abrasive, and corrosive liquids.
- Dry Running Capabilities: Can operate without damage even when running dry, making them robust in varying conditions.
- Gentle Pumping Action: Provides a gentle pumping application, which is ideal for sensitive fluids.

Diaphragm Pump
5. Air-Cooled Pumps
Air-cooled pumps are equipped with a cooling system that uses air to dissipate heat, rather than water. This design is suitable for environments where water is scarce or not desirable.
Applications:
- Industrial Processes: In areas where water for cooling is not available or is impractical.
- Remote Locations: Suitable for use in locations with limited access to water resources.
Benefits:
- Simplified Maintenance: Fewer components related to water cooling systems, which simplifies maintenance and reduces the risk of system failures.
- Compact Design: Generally, more compact and space-efficient compared to water-cooled systems, making them suitable for installations with limited space.
- Operational Flexibility: Can be used in a wide range of environments and conditions where water cooling might not be feasible.
- Lower Risk of Corrosion: Reduced exposure to water reduces the risk of corrosion and scaling that can affect water-cooled systems.
Air Cool Pump
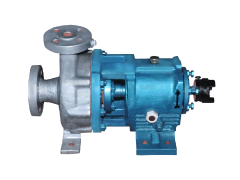
6. Chemical Process Pumps
Chemical process pumps are specifically designed to handle aggressive, corrosive, or hazardous chemicals. They are built with materials that resist chemical attack and often feature enhanced safety features.
Applications:
- Chemical Manufacturing: Transporting and processing various chemicals.
- Pharmaceuticals: Handling chemicals used in drug production.
- Waste Treatment: Processing hazardous waste and chemicals.
Benefits:
- Chemical Compatibility: Made from materials that resist corrosion and chemical attack, ensuring safe and effective handling of a wide range of chemicals.
- Durability: Constructed to withstand harsh conditions and prolonged exposure to aggressive fluids, leading to longer service life and reduced maintenance.
- Leak Prevention: Many designs include features to minimize the risk of leaks, such as double mechanical seals or containment chambers.
- Reliable Performance: Provides consistent and reliable performance, which is crucial for maintaining the efficiency and safety of chemical processes.
Chemical Process Pump
7. Mud Pumps
Mud pumps are designed for handling thick, viscous fluids such as drilling muds or slurries. They are built to withstand high pressures and abrasive materials commonly found in mining and drilling operations.
Applications
- Oil and Gas Drilling: Circulating drilling mud to cool the drill bit, remove cuttings, and maintain pressure.
- Mining: Managing slurries and mineral mixtures in various mining processes.
- Construction: Pumping concrete or handling slurry in construction activities.
Benefits
- High Pressure Capability: Designed to operate under high pressures, making them suitable for challenging pumping tasks.
- Durability: Built to endure harsh conditions and abrasive materials, ensuring a long service life.
- Versatility: Can handle a variety of fluid consistencies, from thick mud to slurries with high solid content.
- Reliable Performance: Provides consistent operation crucial for maintaining efficiency in demanding applications.

Mud Pump
8. Polypropylene Pumps
Polypropylene pumps are designed for handling corrosive or abrasive liquids, utilizing polypropylene as the primary material for construction. They are a type of thermoplastic pump known for their chemical resistance.
Applications
- Chemical Compatibility: Made from polypropylene, which resists a wide range of chemicals, ensuring safe handling of aggressive or corrosive fluids.
- Chemical Processing: Handling a variety of chemicals safely and efficiently.
- Water Treatment: Used in applications where chemical resistance is required for processing or treating water.
- Pharmaceuticals: Managing chemicals used in drug production and other pharmaceutical processes.
Benefits:
- Chemical Compatibility: Made from polypropylene, which resists a wide range of chemicals, ensuring safe handling of aggressive or corrosive fluids.
- Cost-Effective: Generally, more affordable compared to metal pumps, making them a cost-efficient choice.
- Lightweight: Easier to handle and install due to the lighter weight of polypropylene compared to metals.
- Low Maintenance: Reduced corrosion risk leads to lower maintenance needs and extended service life.
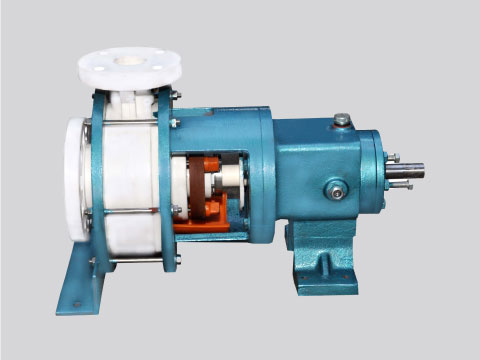
Polypropylene Pump
How to Find the Right Industrial Pump Type for Your Application?
1. Define the Fluid Characteristics
Identify the type, viscosity, temperature, and corrosiveness or abrasiveness of the fluid to ensure the pump can handle it effectively.
2. Determine the System Requirements
Calculate the required flow rate, pressure, and head height to select a pump that meets these operational needs.
3. Consider Type of Pumps
Choose from centrifugal, positive displacement, submersible, diaphragm, air-cooled, or chemical process pumps based on the fluid characteristics and system requirements.
4. Evaluate Material Compatibility
Ensure the pump's construction materials, seals, and gaskets are compatible with the fluid and operating conditions to prevent damage and leaks.
5. Assess Environmental and Installation Factors
Consider the physical size of the pump, space constraints, and environmental conditions where the pump will operate.
6. Review Maintenance and Service Needs
Opt for pumps that are easy to maintain and repair and ensure there is adequate service and support available.
7. Analyze Efficiency and Cost
Balance the initial purchase cost with long-term operational and maintenance costs and choose a pump that is energy efficient.
8. Consult Industrial Pump Manufacturer
Review technical datasheets and consult with pump suppliers or engineers to confirm the pump meets your application requirements.
Conclusion
Knowing exactly what you want is necessary, even when it comes to the industrial pumps you need for your application. It is important to be familiar with the industrial pump types and what they serve to utilize them the right way.
With the right knowledge, you can ensure to select the right industrial pump type. Being a top manufacturer of industrial pumps, Jay Khodiyar Engineering makes sure to offer efficient industrial pumps to meet your unique industrial requirements. Get an effective industrial pumping solution with us.